


11
2025
-
04
Исследование и разработка стволов для инструментов раскрытия дымовых печей из стали 40MnB
В целях разработки альтернативного продукта к стволам для инструментов раскрытия дымовых печей из стали 55SiMnMo, которые в настоящее время экспортируются, сначала были проанализированы эксплуатационные механические свойства и микроскопические структуры стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo

Аннотация: В целях разработки альтернативного продукта к стволам для инструментов раскрытия дымовых печей из стали 55SiMnMo, которые в настоящее время экспортируются, сначала были проанализированы эксплуатационные механические свойства и микроскопические структуры стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo. С помощью экспериментального исследования микроскопических структур и механических свойств стали 40MnB после различных обработок было подтверждено, что сталь 40MnB после термическо-механической обработки (контролируемая прокатка и охлаждение) может достичь механических характеристик и микроскопических форм, которые подходят для восприема ударов, аналогичные характеристикам стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo. В статье представлена экономически эффективная и практичная технология производства стволов для инструментов раскрытия дымовых печей из стали 40MnB. Стволы для инструментов раскрытия дымовых печей из стали 40MnB, разработанные с использованием данной технологии, успешно заменили стволы для инструментов раскрытия дымовых печей из стали 55SiMnMo при экспорте на несколько сталеплавильных заводов за рубежом, что повысило экономическую эффективность предприятий по производству и использованию стволов для инструментов раскрытия дымовых печей.
1.Введение
Стволы для инструментов раскрытия дымовых печей являются необходимым оборудованием для процесса извлечения стали из дымовых печей. Во время раскрытия дымового отверстия на дымовой печи с помощью инструмента раскрытия дымовых печей, сверловой наконечник, вращаясь и нанося удары, рассекает дымовое отверстие. Силы вращения и ударные нагрузки от инструмента раскрытия дымовых печей передаются на сверловой наконечник с помощью ствола для инструмента раскрытия дымовых печей. Величина и характеристики нагрузок на ствол для инструмента раскрытия дымовых печей зависят не только от параметров инструмента раскрытия дымовых печей, таких как ударная энергия, крутящий момент, частота ударов, скорость вращения и т.д., но и от прочности глины, применяемой для уплотнения дымового отверстия на дымовой пече.
В настоящее время в области инструментов раскрытия дымовых печей, все сталеплавильные компании усиливают усилия по автоматизации и модернизации оборудования на участке дымовых печей с целью повышения производительности. Инструменты раскрытия дымовых печей начали переходить от ручных и пневматических маломощных устройств к комплексным машиностроительным, электрическим и гидравлическим системам с высокой ударной энергией, обладающими функциями удара, вращения и обратного хода. Например, ударная энергия инструмента раскрытия дымовых печей модели HDY300 достигает 300 Дж, частота ударов находится в диапазоне от 34 до 67 Гц, а крутящий момент находится в пределах от 60 до 300 Н・м. Вматериалы для замыкания (материалы для замыкания дымового отверстия на дымовой пече) для дымовых отверстий на дымовых печах все чаще применяется высокопрочная безводная глина, что повышает прочность дымового отверстия на дымовой пече, и, в следствие этого, нагрузка на стволы для инструментов раскрытия дымовых печей становится все больше. Для соответствия характеристикам бурового инструмента для инструментов раскрытия дымовых печей, стволы для таких инструментов должны обладать высокой прочностью и высокой ударной упругостью. Компания Хубэй Тянье Сталь и Инструменты для Бурения использует сталь 55SiMnMo для производства стволов для инструментов раскрытия дымовых печей, чтобы удовлетворить требования зарубежных сталеплавильных заводов по качеству таких стволов.
С ростом цены на молибдено-железо, стоимость производства и эксплуатации стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo повышается, что в свою очередь снижает экономическую эффективность производителей и сталеплавильных заводов. В связи с вышеперечисленными проблемами Компания Хубэй Тянье Сталь и Инструменты для Бурения и Китайский Геологический Университет начали разработку высококачественных и дешевых стволов для инструментов раскрытия дымовых печей, которые могут заменить сталь 55SiMnMo. Были отобраны и najlepsшими различные серии материалов для производства стволов для инструментов раскрытия дымовых печей и технологии производства, в том числе стали 40MnB, 45MnB, 45CrMn, 45Mn2, 50Mn2, 50CrMn, 42SiMn, 50SiMn, 55Si2Mn, 55Si2MnB и другие, чтобы соответствовать требованиям различных инструментов раскрытия дымовых печей, емкостей и конструкций дымовых печей. В данной статье представлена технология производства стволов для инструментов раскрытия дымовых печей из стали 40MnB, а также mikroскопические структуры и механические свойства стволов для инструментов раскрытия дымовых печей из стали 40MnB после различных обработок.
2. Механические свойства и микроскопические структуры стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo
Инструменты для раскрытия дымовыхпечейнесут высокие крутящиеMomенты и ударные нагрузки. Часть, которая проникаетв дымовое отверстие на дымовой печи, работает в высокотемпературном окружении, и условия нагружения являются очень сложными. Данных о конкретных параметрах нагрузки на стволы для инструментов раскрытия дымовых печей и их анализе крайне мало, поэтому анализ текущих успешно используемых стволов для инструментов раскрытия дымовых печей имеет важное значение для проектирования новых инструментов раскрытия дымовых печей.
Стволы для инструментов раскрытия дымовых печей из стали 55SiMnMo, экспортируемые Компанией Хубэй Тянье Сталь и Инструменты для бурения, имеют высокую оценку у заказчиков и служат referenciaным стандартом для разработки новых стволов для инструментов раскрытия дымовых печей.
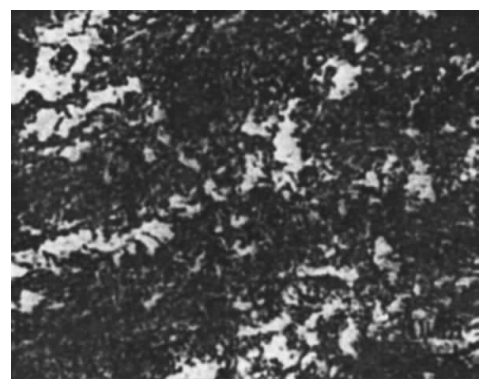
Примеры были взяты из готовых стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo, и микроскопическая структура (см. рисунок 1) представляет собой основную совмещенную структуру, состоящую из феррита (F) и измененной бainита (Bu).
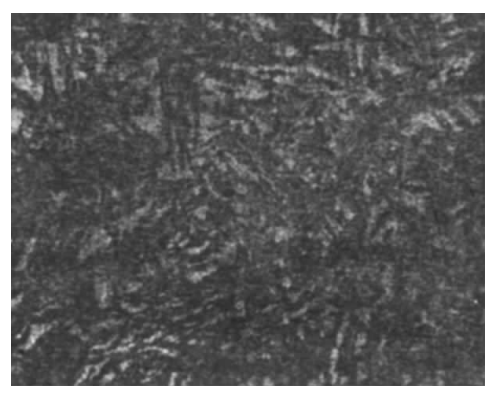
На рис. 1 микроскопическая структура стали 55SiMnMo
Примеры для испытания на удар Чари, выполненные с помощью электропроводного разреза вдоль оси ствола для инструмента раскрытия дымовых печей из стали 55SiMnMo, показаны на рисунке 2.
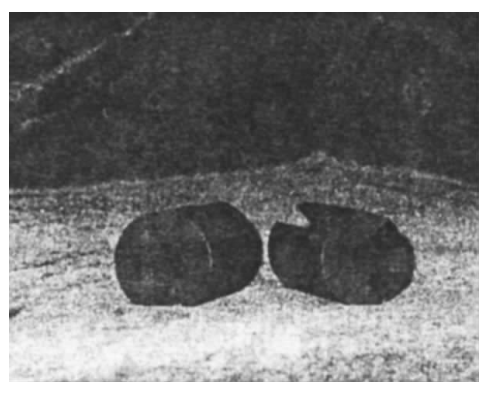
На рис. 2 Способ отбора проб для ударных испытаний
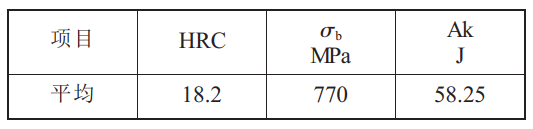
Таблица 1 Часть механических свойств стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo
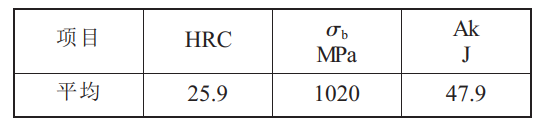
Часть механических свойств стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo, определенных в ходе экспериментов, представлены в таблице 1.
Стволы для инструментов раскрытия дымовых печей из стали 55SiMnMo имеют совмещенную структуру, основанную на измененном бainите, и механические свойства с высокой прочностью и превосходной упругостью, что делает их пригодными для противостояния сильным ударным нагрузкам гидравлических инструментов раскрытия дымовых печей, которые широко используются за рубежом. Твердость контролируется в пределах HRC20 - 27, что обеспечивает легкость механической обработки материала. Все перечисленное представляет основные referenciaные характеристики для разработки новых стволов для инструментов раскрытия дымовых печей.
3. Технология обработки стволов для инструментов раскрытия дымовых печей из стали 40MnB
Стволы для инструментов раскрытия дымовых печей из стали 40MnB были прокатырованы с использованием той же технологии прокатки труб, которая применяется для стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo.
На рис. 3 представлена микроскопическая структура прокатной трубы из стали 40MnB (технология Теплого пронизывания и Теплого прокатывания), которая также представляет собой структуру Феррита (F) и Цемента이트 (S), но с большим количеством Феррита. Некоторое количество однородно распределенных кусочек Феррита дает материалу хорошую ударную упругость. Часть механических свойств приведена в таблице 2.
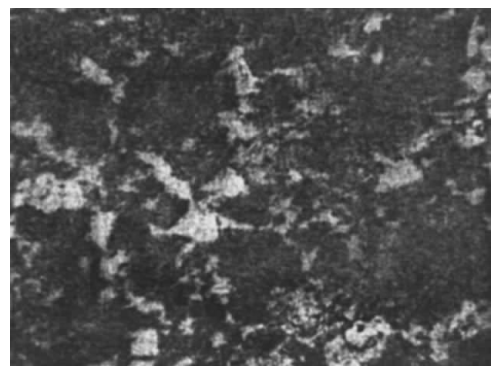
На рис. 3 микроскопическая структура прокатной трубы из стали 40MnB
Таблица 2 Часть механических свойств прокатной трубы из стали 40MnB
Таким образом, прокатная труба из стали 40MnB имеет хорошую гибкость, но пониженную твердость и прочность. Ламинарная структура Цемента이트 (S) не является оптимальной структурой для противостояния ударным нагрузкам. Для дальнейшего изучения механических свойств прокатных труб из стали 40MnB при различных обработках, а также для проверки целесообразности замены стали 55SiMnMo сталью 40MnB при производстве стволов для инструментов раскрытия дымовых печей для экспорта, а также с учетом себестоимости производства стволов для инструментов раскрытия дымовых печей и адаптации к организационно-управленческим аспектам производства были проведены исследования трех режимов термообработки с остаточной теплотой для прокатных труб из стали 40MnB (с кодовыми обозначениями Nc1, Wc1, Lc1). Результаты определения механических свойств приведены в таблицах 3, 4 и 5 соответственно. При проведении растяжительных испытаний, так как пробки были взяты непосредственно из труб с небольшими размерами, использовались короткие пробки с диаметром ∅6.
На рис. 4 представлена микроскопическая структура прокатной трубы из стали 40MnB (технология Теплого пронизывания-Теплого прокатывания) после обработки по режиму Ic1.

На рис. 4 микроскопическая структура прокатной трубы из стали 40MnB после обработки по режиму Ic1
Таблица 3 Часть механических свойств прокатной трубы из стали 40MnB после обработки по режиму Lc1
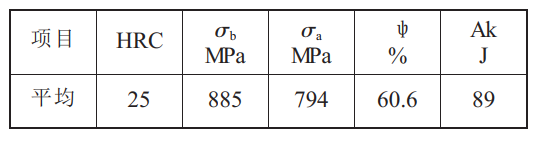
Из показателей механических свойств в таблице 3 можно увидеть, что после обработки по режиму Lc1 материал имеет высокую прочность, высокую пластичность и гибкость, а также высокое отношение предела упорности к пределу разрыва. Он имеет механические свойства, сравнимые с эксплуатационными характеристиками стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo, предназначенных для экспорта.
На рис. 5 представлена микроскопическая структура прокатной трубы из стали 40MnB после обработки по режиму Nc1, которая в основном представляет собой комплексную структуру феррита (F) и цемента이트 (S).
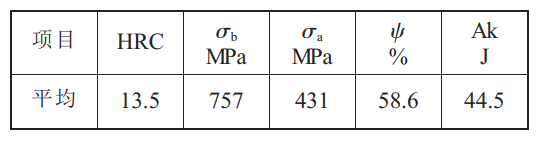
Показатели механических свойств в таблице 4 свидетельствуют о том, что прокатная труба для стволов для инструментов раскрытия дымовых печей из стали 40MnB после обработки по режиму Nc1 имеет хорошую пластичность и гибкость, но ее твердость и прочность уступают твердости и прочности стволов для инструментов раскрытия дымовых печей из стали 55SiMn-Mo.
Таблица 4 Часть механических свойств прокатной трубы из стали 40MnB после обработки по режиму Nc1
На рис. 5 представлена микроскопическая структура прокатной трубы из стали 40MnB после обработки по режиму Nc1.

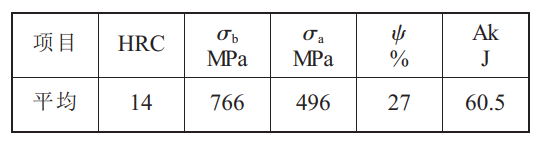
На рис. 6 представлена микроскопическая структура прокатной трубы из стали 40MnB после обработки по режиму Wc1. по сравнению с обработкой по режиму Nc1, зёрна здесь более мелкие, и sowohl прочность, так и гибкость имеют определенный уровень повышения. Сравнение между таблицей 1 и таблицей 5 показывает, что прочность и твердость прокатной трубы из стали 40MnB после обработки по режиму Wc1 по-прежнему остаются низкими.
Таблица 5 Часть механических свойств прокатной трубы из стали 40MnB после обработки по режиму Wc1
На рис. 6 микроскопическая структура прокатной трубы из стали 40MnB после обработки по режиму Wc1
С учетом совокупного сравнения микроскопических структур и механических свойств можно сделать вывод, что свойства после обработки по режиму Ic1 выше, чем в обычном состоянии при обработке по режиму Nc1. Однако по сравнению с требованиями к свойствам высокопрочных стволов для инструментов раскрытия дымовых печей, их прочность и твердость по-прежнему кажутся низкими.
4.Технология производства стволов для инструментов раскрытия дымовых печей из стали 40MnB
Для производства труб используется технология Теплого пронизывания-Теплого прокатывания. Регулирование структуры и механических свойств стволов для инструментов осуществляется путем термообработки с использованием остаточной теплоты или термообработки после прокатывания. Затемвыполняется машинное加工ениерезьбов для соединения. Нарис. 7 представлен technological процесс производства стволов для инструментов раскрытия дымовых печей.
Приготовление материалов→Электронагрев→Теплое пронизывание→Теплый прокат→Термообработка с управляемым охлаждением по режиму Lcl или термообработка→Машинное обработка→Проверка;_insпекция;контроль→упаковывать→поставить на склад
Технологический процесс производства стволов для инструментов раскрытия дымовых печей
Особенностями данной технологии производства являются использование электроп нагрева, получение готовой продукции за один раз путем продольного прокатывания без натяжения после перфорации и понижения диаметра. Термообработка с управляемым охлаждением или термообработка после прокатывания позволяет привести общую твердость стволов для инструментов к такому уровню, который обеспечивает как необходимую устойчивость, так и хорошие свойства при машинном обработке. Стволы для инструментов раскрытия дымовых печей из стали 40MnB, произведенные по этой технологии, успешно заменили стволы для инструментов из стали 55SiMnMo и были введены в эксплуатацию. Они обладают хорошими эксплуатационными свойствами и повышают экономическую эффективность предприятий, engaged в их производство и применение.
5.Выводы
(1) При выборе механических свойств и структуры стволов для инструментов раскрытия дымовых печей необходимо комплексно рассмотреть рабочие параметры таких инструментов и свойства глины для дымовых отверстий. Для гидравлических инструментов раскрытия дымовых печей с высокой ударной энергией требуется, чтобы стволы для таких инструментов имели высокую прочность и гибкость.
(2) Сталь 40MnB, обработанная термообработкой с управляемым охлаждением по режиму Lc1 после Теплого пронизывания и Теплого прокатывания, имеет аналогичные с стали 55SiMnMo высокую прочность и гибкость. Практика производства показывает, что стволы для инструментов раскрытия дымовых печей, изготовленные из стали 40MnB с применением технологии термообработки с управляемым охлаждением по режиму Lc1 после Теплого пронизывания и Теплого прокатывания, могут быть использованы в качестве замены для стволов для инструментов раскрытия дымовых печей из стали 55SiMnMo.

Связанная информация
Подписаться на LianHuaShan Drilling Tools





Связаться с нами
Адрес: Китай, провинция Ляонин, город Хулудао, Зона экономического и технологического развития Янцзячжуанцзы, Ляньхуашань
Номер телефона: 0086-429-4428053 0086-429-4428052
0086-429-4428051 13019978858
Электронная почта: info@lhsdrill.com

TikTok

публичный аккаунт в WeChat
Privacy Policy Powerby:300.cn Jinzhou SEO